https://3wa.tw/blog/blog.php?id=1988
自製含氧感知測試機研究中
最近拿到了二顆 Krider 400含氧感知器,剛好可以來自製一組簡易的排氣檢測器
這組O2 Sensor 是四線式,白 白 黑 灰
二條白色量電阻,約是 10Ω ,內部加熱器,可以直接接電瓶 12V~15V 沒關係
接上後大概等1分鐘後溫度上來,感測器就可以正常量到數值
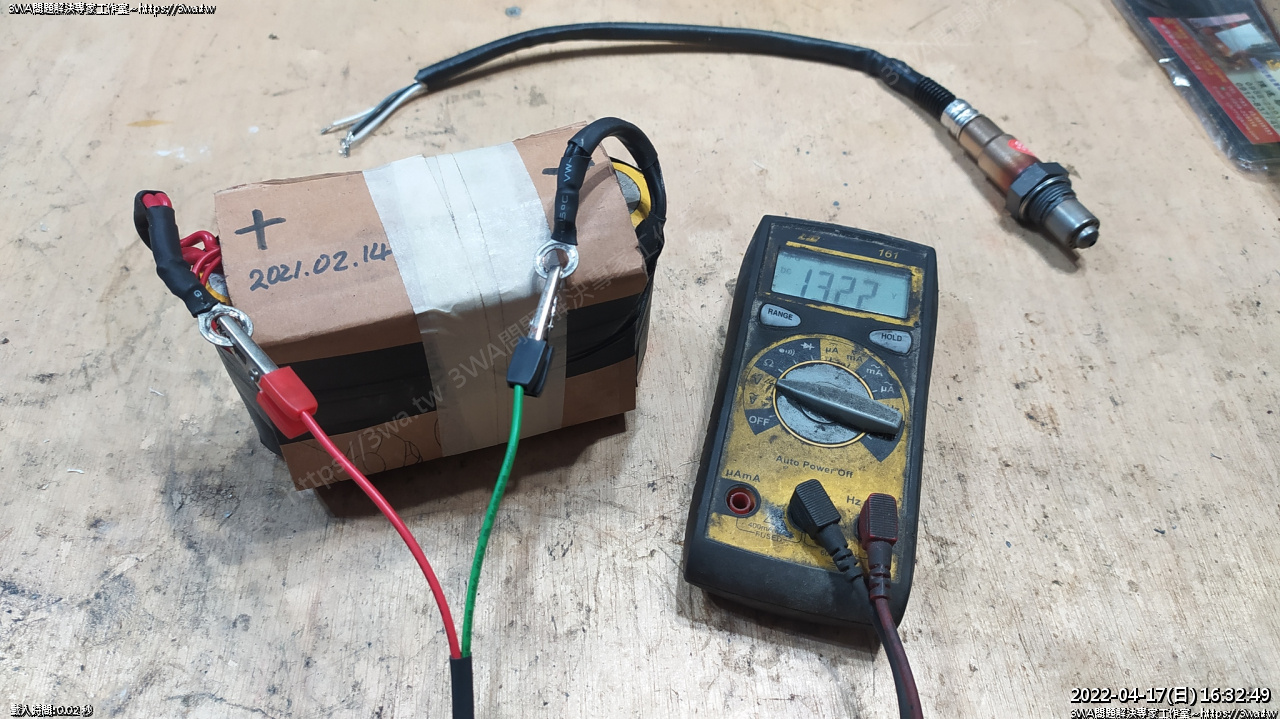
照片是之前作給酷龍的鋰鐵電池,拆下來試試,都還很正常 13.22V
將電瓶正負級夾上二條白線,讓 O2 Sensor 加熱
然後 黑線接三用電表(紅線正極)、灰線接三用電表(黑線接地),使用電壓表測試
正常的 O2 Sensor 輸出電壓會在 0~1V
0V 是指混合比過稀
1V 是指混合比過濃
通常完美的數值大概在 0.48~0.49 左右
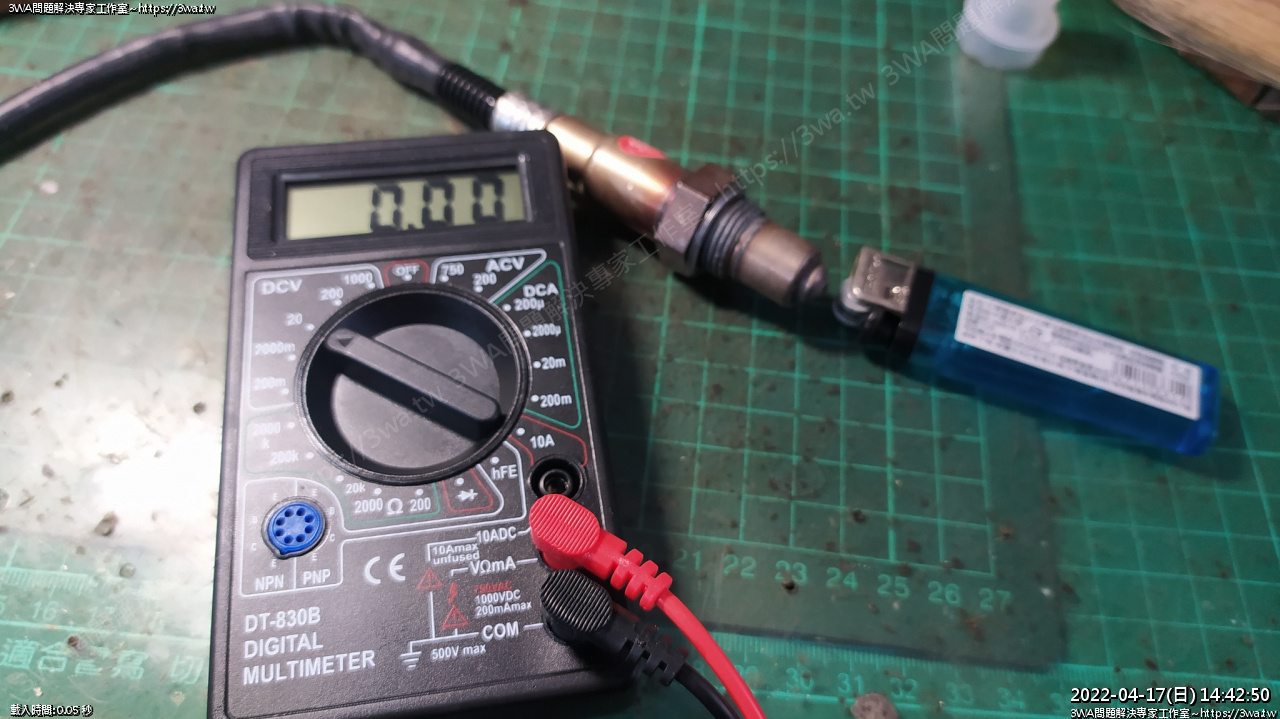
白線接上電瓶加熱,然後用打火機灌氣試試,灌氣前是 0V

按下瓦斯氣(不點火),數值會上到 0.55~0.6V
如影片所示,當瓦斯氣吹入後,數值就會維持在0.55V (濃)
用吹再把瓦斯氣吹散,數值就會下降(變稀)
我不確定是不是我這款含氧感知器的關係,聽說正常反應好的
光用打火機測,就會到接近 0.9V
也許下次我會拆酷龍的下來試試,也有可能是打火機裡的一氧化碳濃度不足 XD

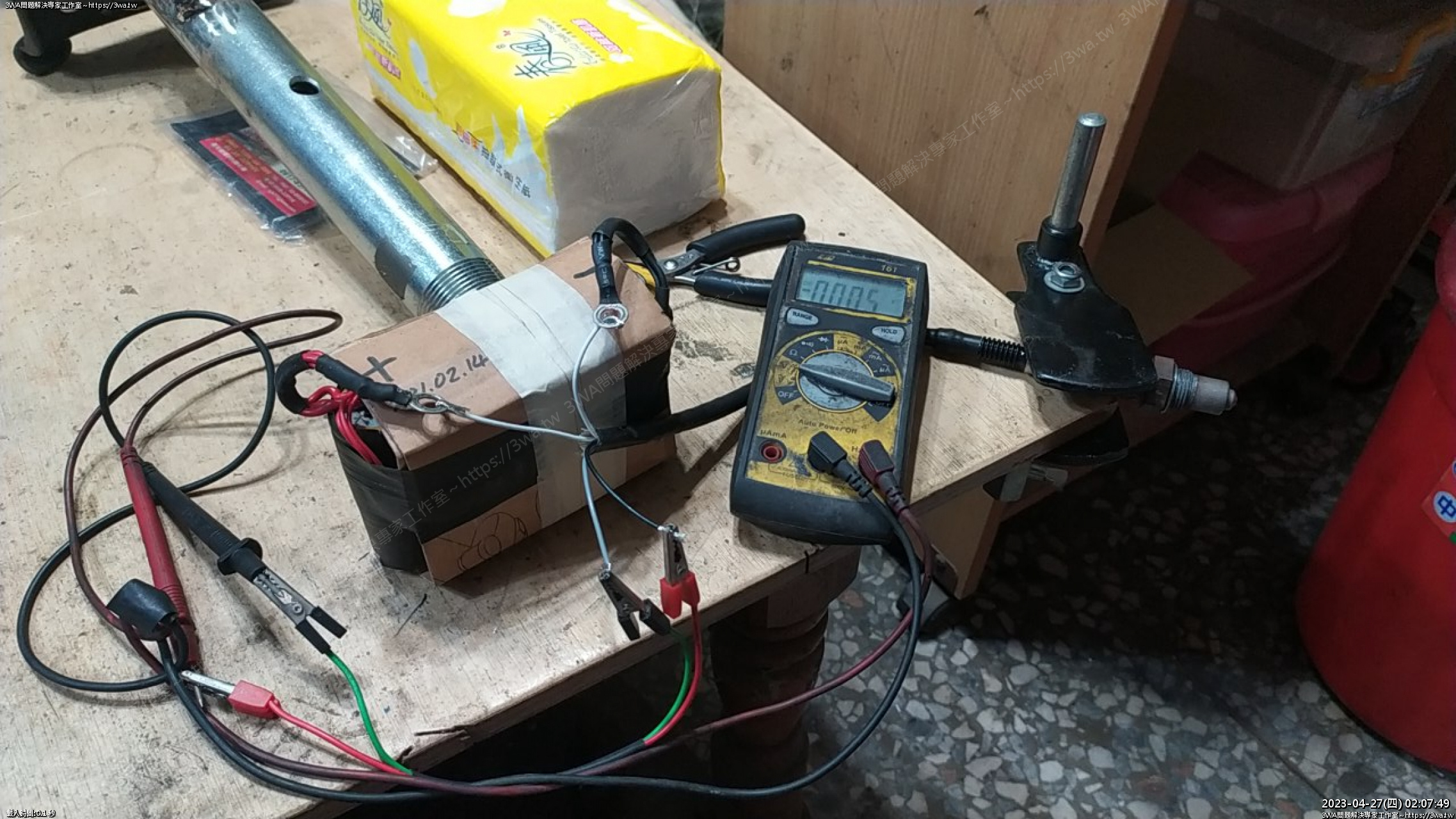
拿到一樓,用萬力夾好,直接用噴火槍試
以打火機的氣去噴,大概就 0.55~0.6V
但用噴火牆去燒,是可以量到 0.88V
所以 O2 Sensor 應該沒太大問題
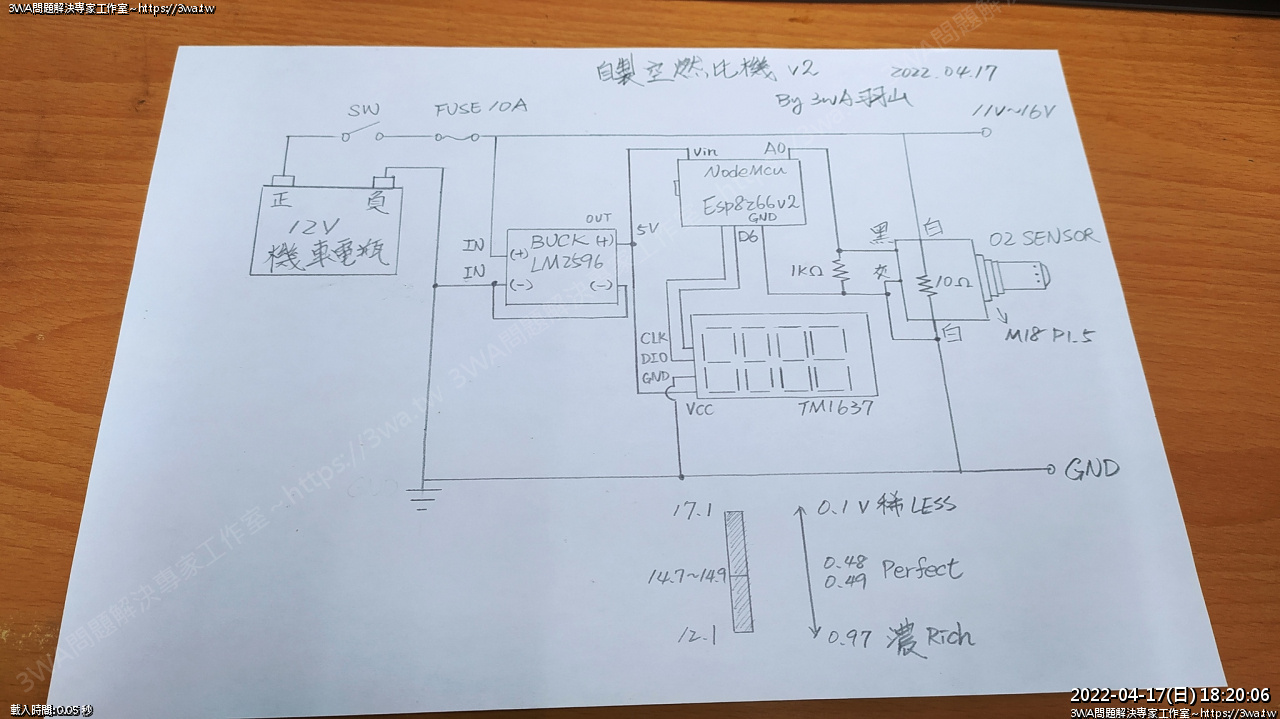
嘗試設計電路用 Nodemcu 來作簡單的顯示器
除了直接用 TM1637 的七段顯示器看,也可以直接用手機來看即時的電壓值
不過 0V~1V 之間還要再研究一下有沒有更好的 ADC 電路
可以減少數值量測的抖動,還要再查一下資料

買了二種規格的螺帽,M18xP1.5
高度分別是 15mm 與 9.7mm
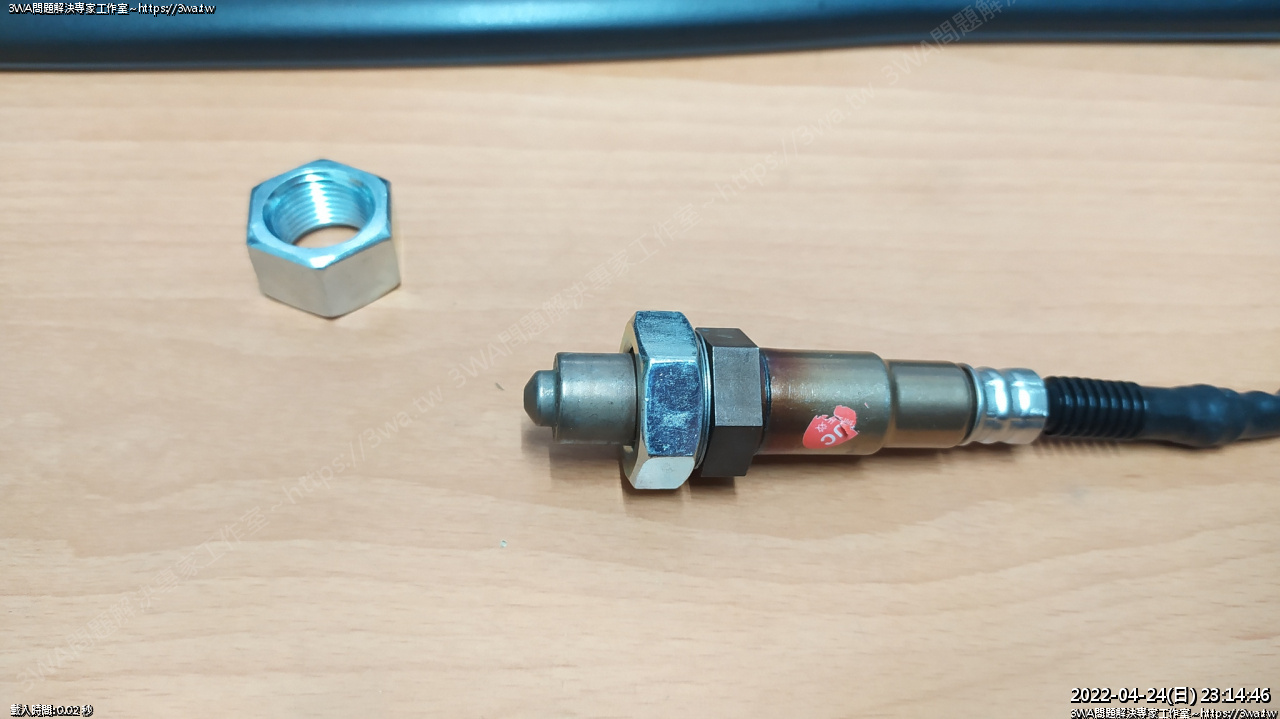
9.7mm 的鎖上大概是這樣

然後 15mm 高的

然後要當臨時排氣管的錏管,1" 15cm
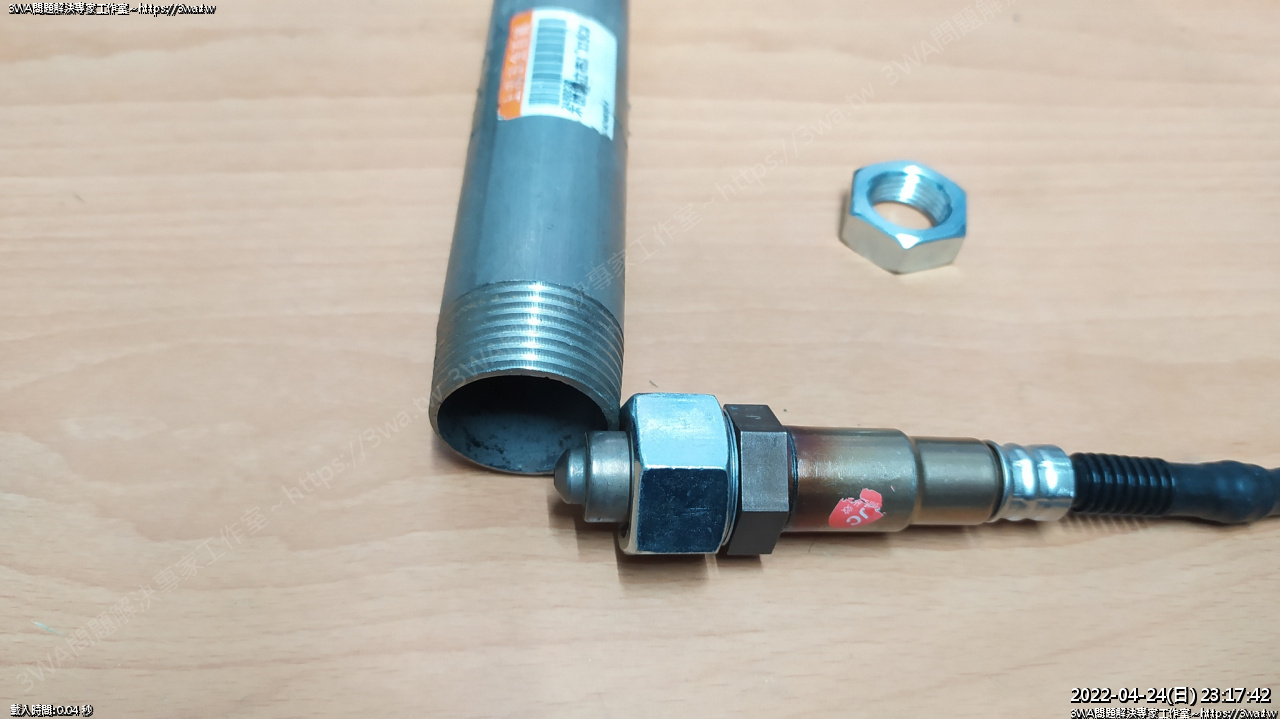
如果焊厚的螺帽,含氧插入的深度

如果焊薄的螺帽,插入的深度比較多
經比較後我應該會選擇較薄的 9.7mm 的螺帽

網路上找到其他的含氧感知器樣式,側邊有開孔

然後這是 BOSCH
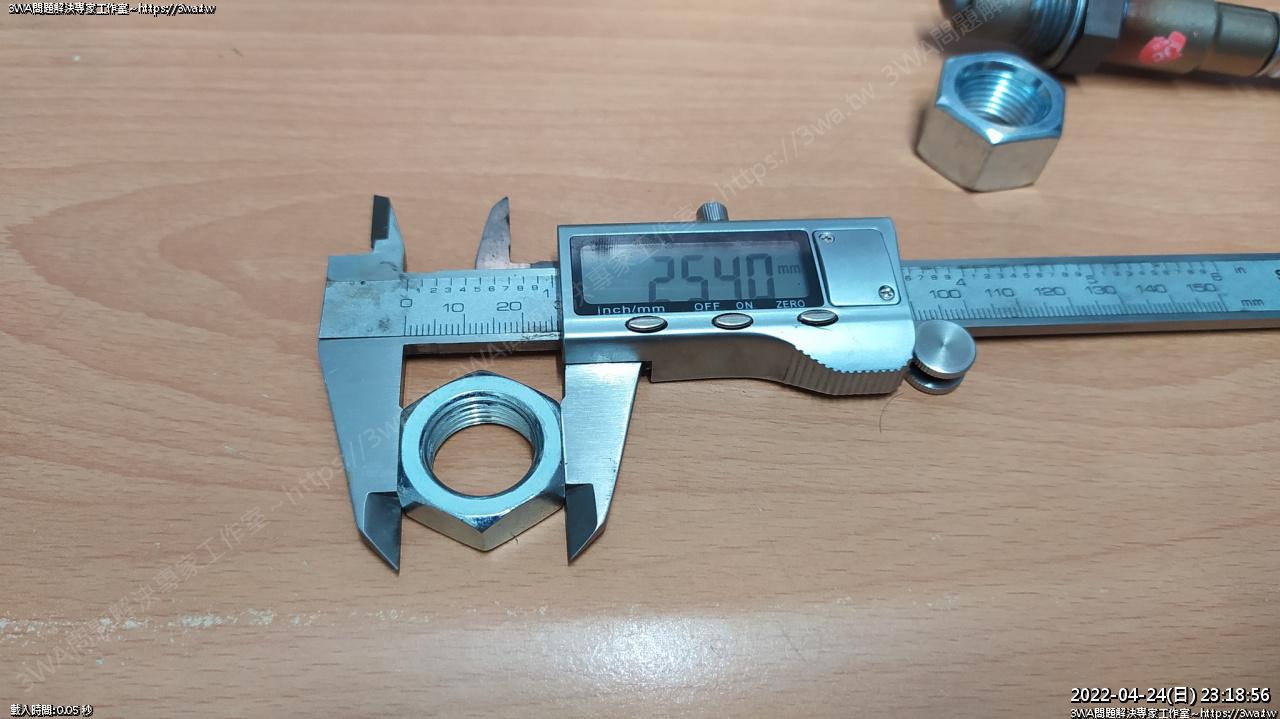
薄螺帽的外徑 25.40mm

高 9.69mm

內徑 16.46mm ( M18xP1.5 ) 沒錯

含氧感知器螺牙端 17.57mm

1寸 錏管的外徑 32.83mm

1寸錏管的內徑 28.29mm
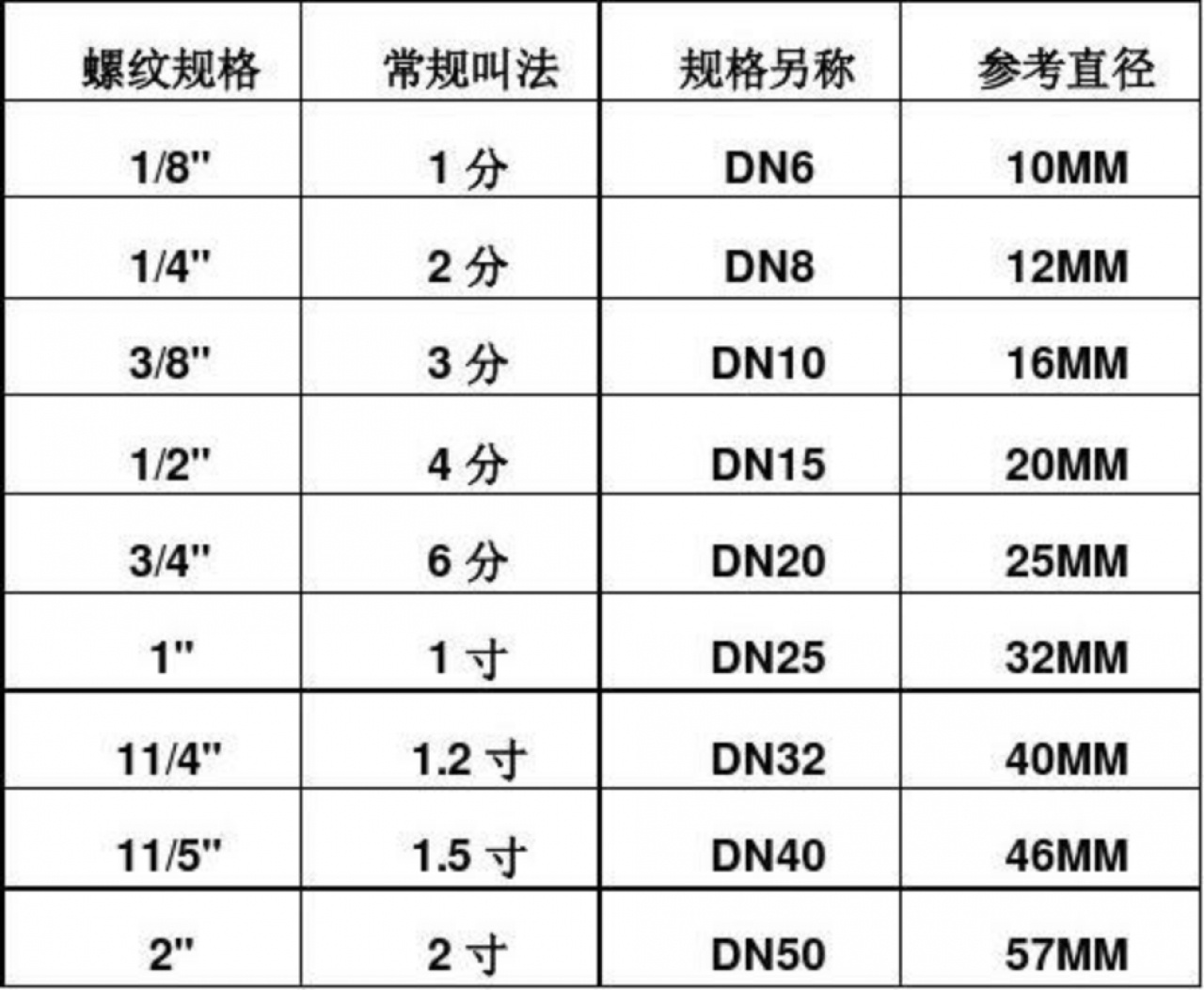
錏管規格表參考
From : https://lionrex.pixnet.net/blog/post/118011855

如果裝末端呢

沒地方排氣了...XD

晚點來打孔焊接螺帽

拿麥克筆在白鐵立布上點一下

買了二組 M18xP1.5 直槽絲攻跟丸駒

先用丸駒順順含氧感知器的螺牙,相當順暢

直接就滑進去了

白鐵立布用沖孔鑽打幾下

HSS 鑽尾鑽孔,鑽白鐵要慢慢鑽,鑽床速度調到最慢
如果一覺得鑽的過程沒有屑屑噴出,馬上拆下鑽尾磨利再繼續鑽

擴孔到最後沒有這麼大支的鑽尾,用擴孔鑽跟銑刀擴大

擴到含氧感知器可以整支進去就差不多了

裝上比較薄的這顆 M18xP1.5x9.7mm

裝上含氧感知器

確認一下高度,應該是沒辦法用厚螺帽,可能會凸的不夠多

大概是這個感覺

準備焊螺帽,研究一下要怎麼固定才會準,手邊沒有M18螺絲

找到一小段白鐵管,尺吋滿剛好的

一路插到底沒間隙~~

固定起來,焊接

點焊

不得不說羽山的焊接技巧真的很糟糕 XD

旁邊

電孤一直不起孤很火大...

焊的亂七八糟就像我的人生一樣

一團

那個肉洞就在笑我

孔一堆,很糟XD

一團...

經過一夜沉靜
https://www.youtube.com/watch?v=Elhddjygkm8
上網看了幾篇焊接的教學,在這個影片提到如果手邊有 TIG、Stick Welding 二合一的機器
可以用簡單的方式把 TIG 的點焊開關作給焊條使用,這樣就相當容易起孤
半信半疑試作後,驚覺真的可以~~~
立馬把 TIG 的槍頭換成可以插焊條的大小,之後焊接就用點放的

重新點點點再稍打磨,就變成這樣了~
白鐵立布焊一個鐵螺帽,用的材料過多了!
如果去鐵工廠工作可能會害工廠虧錢倒閉~~~哈哈
不過這次把焊接機小改以後,未來再焊接其他玩意兒應該會比這次進步
配合 Tig 的開關作焊條的畫圈,確實有感受到怎樣焊材料才會堅固
在焊條的選擇也有感受到差異

焊完後再用砂輪機打磨

相當牢固

要順牙的時候才發現賣家寄來的絲攻規格錯誤,寄到了左牙…

小小一個「左」

沒辦法順牙了,又得等幾天工具到

多少會熱變型,含氧感知器鎖二牙就下不去

等了幾天,又買了一組 M18xP1.5 絲攻

沾點機油鎖鎖鎖
製作成功,可以繼續下一步工作了
繼續閱讀:
(2022-10-15) 簡易含氧感知器測試機-Part2



























































