FZR卡鉗用的活塞感覺越漲越大,我是覺得喜歡DIY的同好可以自己作看看
市面貨通用的38mm活塞,最常見就對岸賣的那顆 38mm x 36mm
FZR 用的活塞是 38mm x 21mm
問了幾個賣家,就是沒有 21mm 的規格,也沒有客製的服務
反正也不貴,一顆也才 7rmb ,換算台幣35元
就買了幾顆回來切看看

活塞放在平面,用麥克筆跟舊活塞靠著繞一圈,就在新活塞上畫出一條要切的線了
沒有切的地方先用紙膠帶保護

家裡剛好有些木頭,拿來作看看小型的切台

噴一下漆
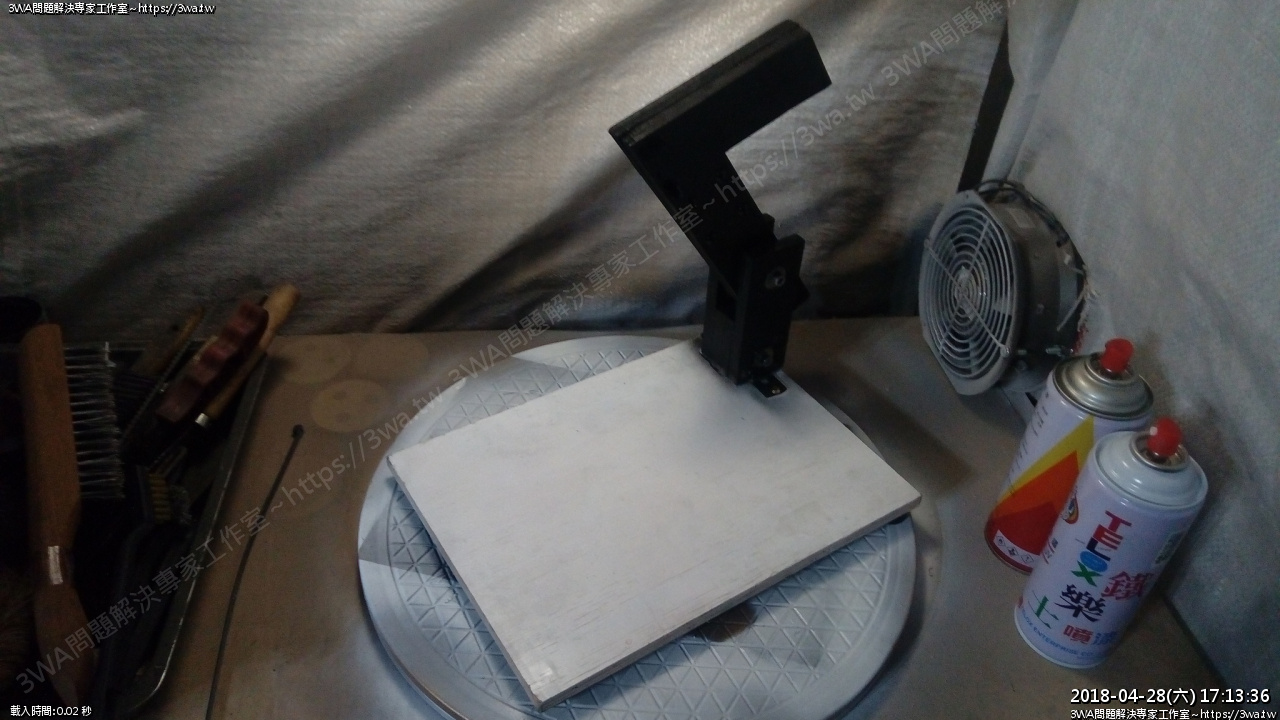
另一面

把砂輪機裝上去

有點出乎我的意料,切痕超直的,而且非常精準...
配合角鋼,就可以很精準的夾住活塞
然後切第一顆,誤差有點多,多了2mm,然後切第二顆,差0.8mm
大概第三顆後就熟練了,拿來跟原廠活塞比一下高度,就幾乎一樣高了~
然後再用平面砂輪機磨,打磨一下切面,再銼一下毛邊

嗶嗶,自製的活塞就作出來了

作一顆活塞大概 3分鐘

舊活塞,有的一堆砂孔了,真的可以下課了

新活塞

雖然是大陸貨,但這價格親民...

動手了之後,發現自己做好像也不是啥太難的事
當然拿去給專業的車床是最好~~~
至於要不要另外去作硬鉻來提升耐用度
我想過幾天有空我去附近的螺絲行問看看鍍硬鉻的價格如何,我是覺得可以再提升一下
用起來應該會更安心

上網查了一下,台中也有鍍硬鉻的店家,找時間來去問看看
-----------------------------------------------------
2018-05-21補充
請朋友去問了幾間鍍銘、電鍍的廠商,廠商表示這些活塞已經鍍過,必需要先退鍍
才能再重新鍍,退鍍二種方法,一種是找到原廠商電鍍(鍍鎳),請他們退鍍
不然就要物理退,磨掉或噴砂去除,這樣弄下來費用很高
在沒有找到更方的方法之前,只好作罷了~
裁切的地方跟內側,拿鐵樂士噴一層防銹,又快又實在...

剛好新買的電子式遊標卡尺到了,來量看看,下面是原廠活塞,上面是38mm替代品
各取個幾顆試試

原廠活塞1:37.90mm

原廠活塞2:37.81mm

原廠活塞3:37.88mm

原廠活塞4:37.85mm

替代活塞1:37.84mm

替代活塞2:37.94mm

替代活塞3:37.83mm

替代活塞4:37.90mm
| 活塞/項次 |
測量數值1 |
測量數值2 |
測量數值3 |
測量數值4 |
平均 |
| 原廠活塞 |
37.90 |
37.81 |
37.88 |
37.85 |
37.88 |
| 替代活塞 |
37.84 |
37.94 |
37.83 |
37.90 |
37.86 |
去除量起來超過太多的「紅字」部分,得出原廠活塞約 37.88mm,替代活塞 37.86mm
雖然有量到一顆原廠活塞 37.81mm 但就羽山的經驗來說,建議活塞直徑還是不要小於 37.85mm 會比較好,避免極壓的情況下有滲漏的風險。
再加上市面上常見的副廠方油封,其實精度也沒有很好,要裝的時候最好還是要挑一下
建議還是要把關一下活塞跟油封的品質 :)





















