
製作新的含氧感知器測試機的接頭

M18xP1.5

這次一個騎CB400的車友委託製作,他想使用六分口徑的白鐵管

可以這樣使用

前一日討論,結果跑去五金行又買了一堆

原本羽山是用1吋的管子,這是一吋轉 3/4 (六分)

後來覺得這個六分的三通好像不錯

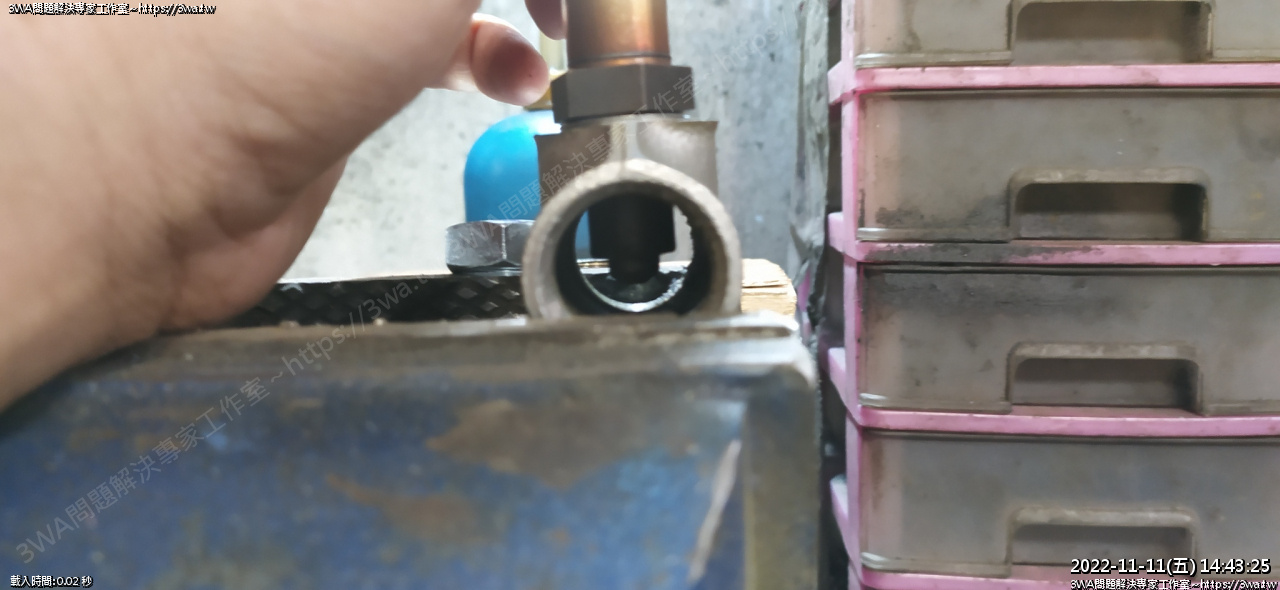
放上 M18 螺帽的樣子

螺帽順順牙,順便再次確認螺帽沒拿錯

這個感覺

如果直接焊上螺帽,位置就不太好,高了

比一下螺帽要放的位置

大概在這個地方比較妥當

這裡要切掉

然後螺帽的六個角角也要磨掉

先切這個三分頭

萬力夾好

要切了

切好了,一刀取

這叫一個平,這叫一個美

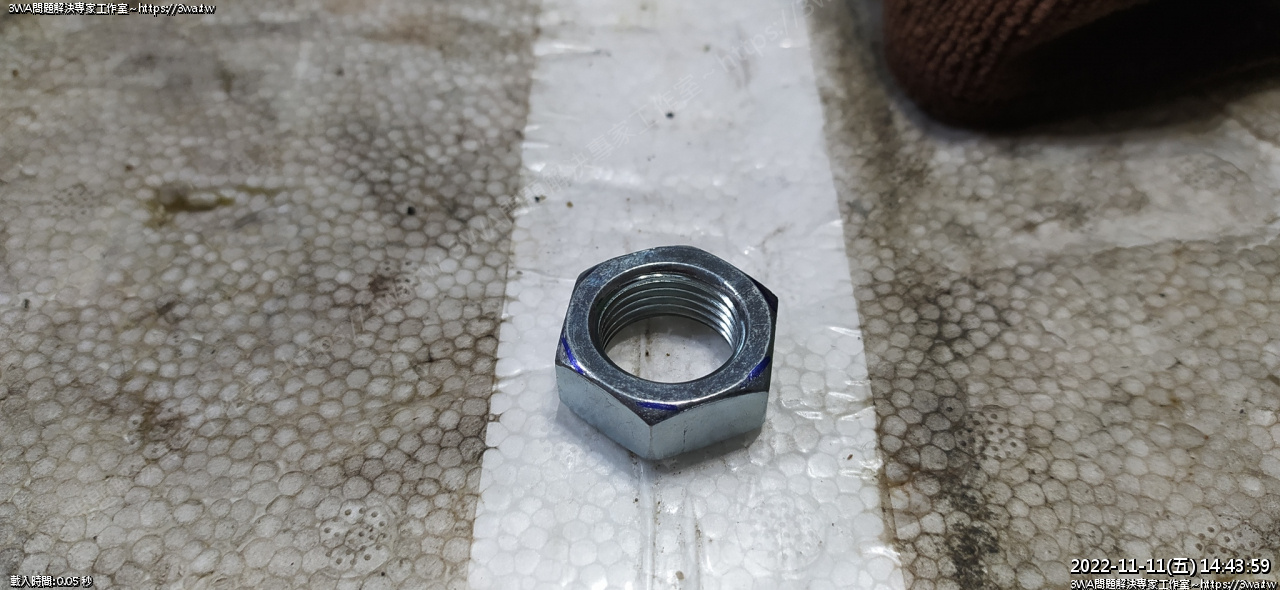
接下來處理螺帽

螺帽還是大這個孔滿多的

確認一下高度

拿出含氧感知器
切齊應該不錯,大概3/5的位置

車友蘇同學自己買鈴木吉星的含氧感知器,應該也是 M18xP1.5
風洞在旁邊,似乎不錯

牙長約1cm
短螺帽 ok

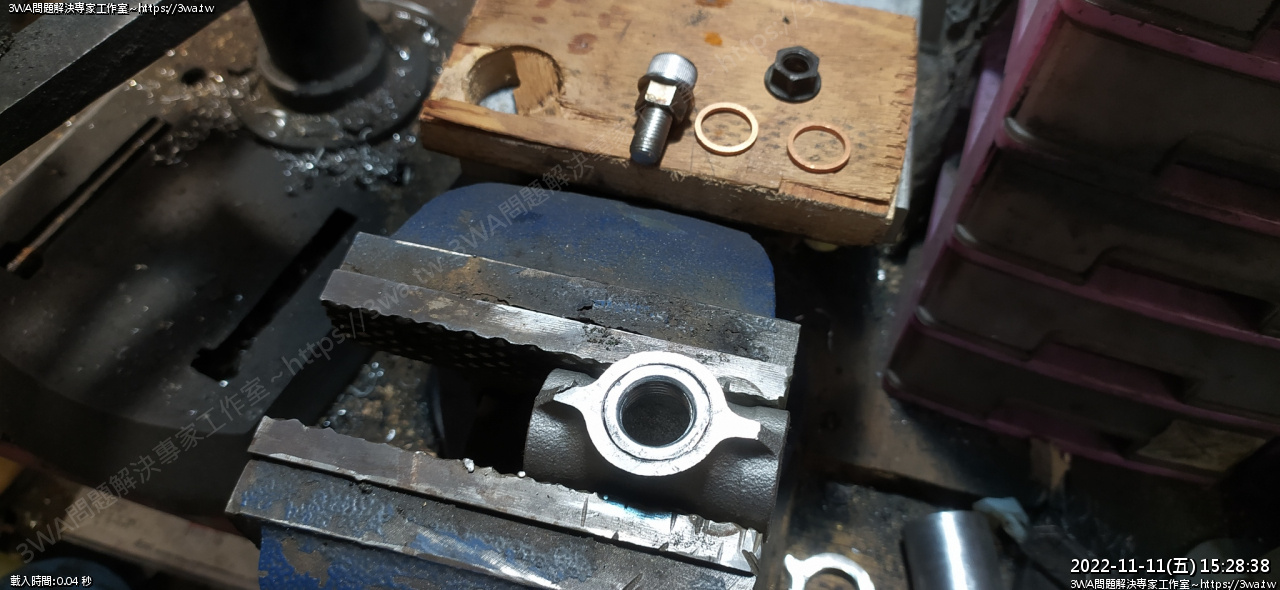
先用角磨機把六個角磨掉

然後擴孔鑽得犧牲了...

大支的太長,擴不到三通的頭段,切一些掉

擴孔後,再用圓頭磨球磨細

接下來磨這個螺帽
可以使用 M10 螺絲,配合 M10 螺帽

M10 螺帽剛好可以夾住這個 M18 大螺帽

鎖緊

拿出萬能小支電動扳手
這把真的萬能

一邊用桌上型砂輪轉,一邊轉起子

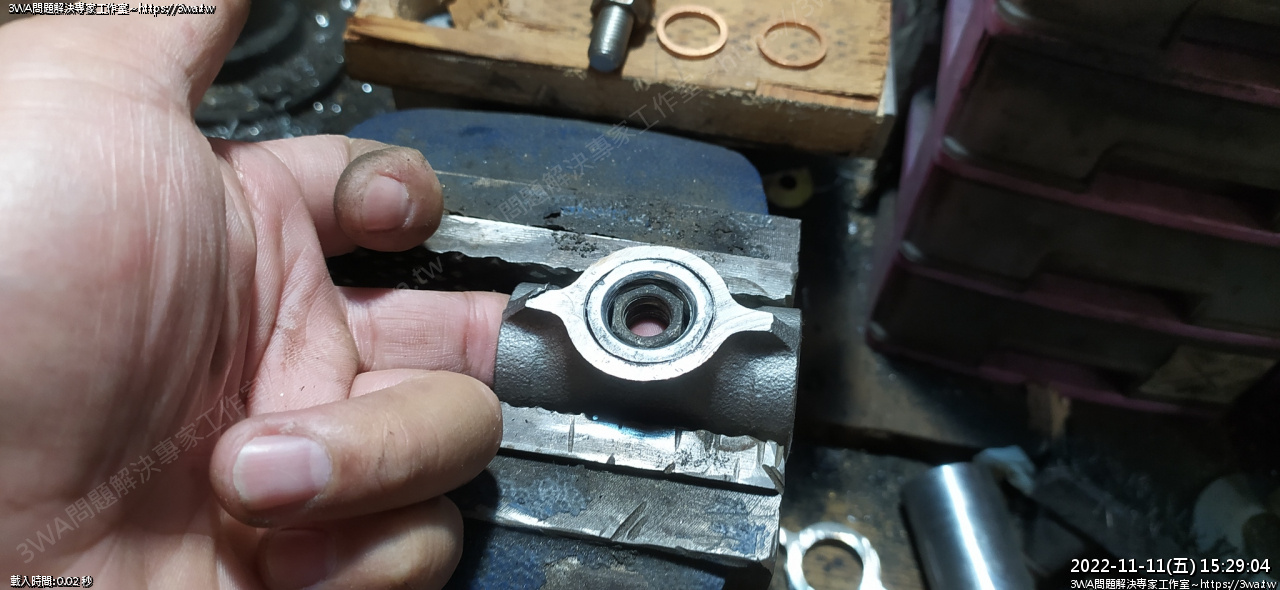
磨的很圓,可以插入了厚

如此

這般

擺進去

如果這樣焊接好像高度還是高了點

凸出的感覺

壓

再壓,平了

這個感覺

平整

含氧的位置

好的

準備焊接這個小縫縫
繼續使用剛才的螺帽、螺絲組合

這裡使用二片銅華司
檔住螺牙是避免焊接時手殘去點傷螺牙

底下墊一個螺帽,上面放銅墊片

然後螺絲對鎖,這樣焊接時鐵水就不會流進螺牙了

這個感覺
準備焊接
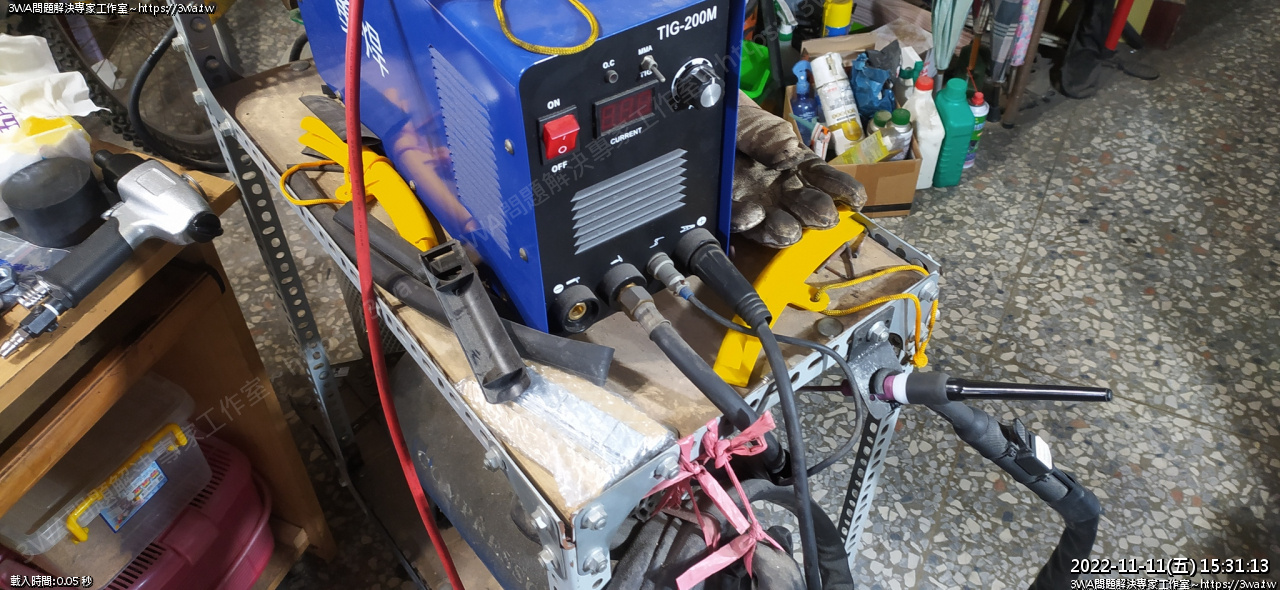
焊接機

焊一圈

拔掉螺絲,翻另一邊
拔的時候損失二片銅墊片,成本上升中

不墊了,小心點焊就好

焊好了,等涼
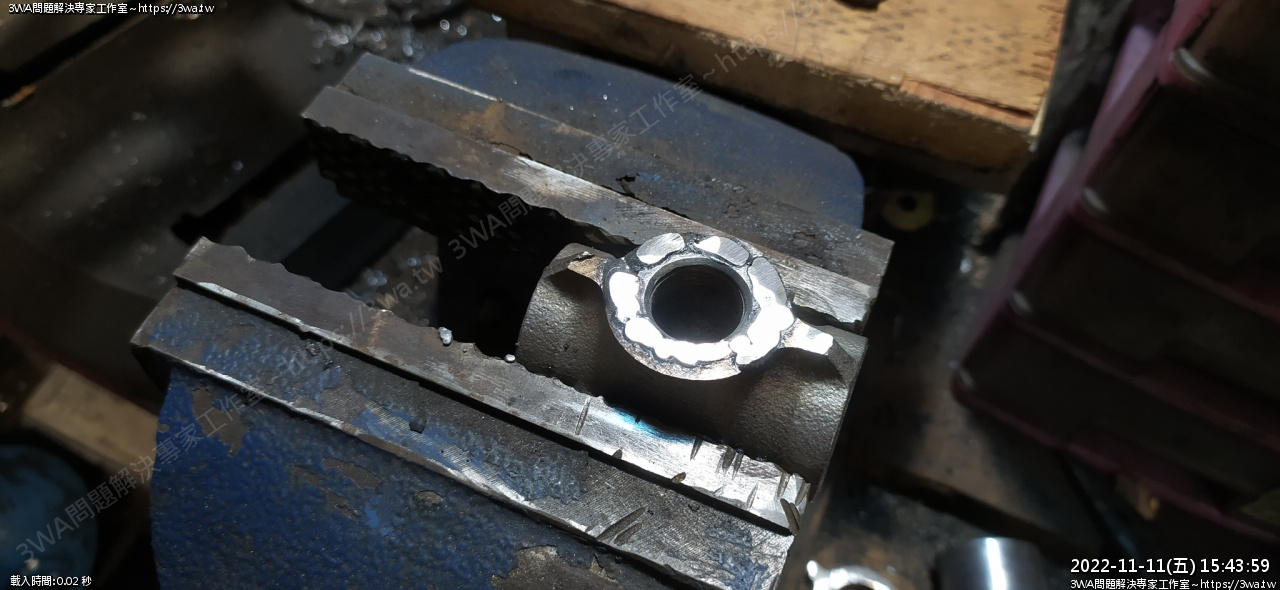
磨片打磨

拋平

拿出 M18xP1.5 牙攻順牙

沒什麼傷,咻咻咻就過了

製作好了,裡面最傷本的大概就是擴孔鑽的犧牲

鎖入

這個感覺

全家福
好了
這樣
鎖入
六分白鐵管鎖入的感覺
六分管在鎖的時候應該是不至於擠壓到含氧感知器
Tape seal 上幾圈,不用刻意鎖太深,氣密足即可
後記:
這次使用的焊條是環球 NK32 2.6 300mm 焊條,電流開 100A,下次試試 2.0mm 或 1.6mm ,對於這種細縫應該會焊的更好
製作完成,準備寄給蘇同學讓他量 CB400





































































